发布时间:2019-01-29责任编辑:中誉鼎力
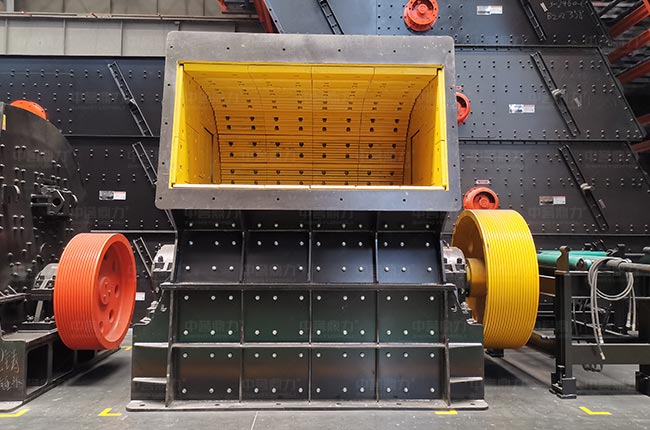
锤头破碎机通过高速运行的额锤头冲击兼磨剥粉碎碳酸钙,由于该机械在运行中取得石头的冲击和摩擦,不可已免地使构成构件(如转子体)磨损、弯曲、破损而失去正常的工作能力,由此所要对磨损的构成构件进行修复或替换,本文主要介绍转子体的修复方式。

锤头破碎机的转子体由主轴、锤盘、锤头、锤轴构成,对转子体的修复也分为这几部分。
由于轴颈较大、加热麻烦,且加热时间长,而温度又不易调整,选择冷矫直法,矫直要留意以下5点:① 施加的矫直力不应过猛,防止主轴在裂纹隐患处出现崩裂;② 当弯曲量较大时,应分几次进行矫直;③ 矫正数值应合适地过轴的弯曲值,以清扫轴去掉矫直力后回弹弯曲的影响;④ 在矫直时,加上矫直力后要停留一段时间, 此时在轴的表面用小锤沿着轴面轻轻地敲打,以清扫内应力,防止矫直后再出现弯曲;⑤ 在矫直过程当中,对轴的弯曲值要不断地测量,直到顺应程度为止。

① 安装锤盘,要留意检验键和键槽的配合情景,并要每个锤盘相互贴紧,按规定扭矩紧固外锤盘两侧紧环处的螺丝.并用电焊点死,防止螺丝松动后,锤盘窜动;② 锤盘外缘处磨损的修复,其方式是用ZD3焊条进行堆焊,堆焊高度至初始尺寸为止,焊前不需预热,其韧性及抗裂性不错,堆焊层无裂纹和剥落,性可提高1倍以上。

① 锤头是锤头破碎机的主要工作零件,锤盘沿圆周分8等份,并装有36个锤头,相邻锤头交错排列,锤头可作360°回转,当锤头前部棱边磨损到须程度时,可将锤头翻边使用,磨损后的锤头可堆焊合金,能大量省下金属料的消耗;② 锤头颗粒级配要求,对锤头应进行的称量,安装锤头要按以下要求颗粒级配:转子的工作圆柱面上,同一径向平面的锤头重量应相互相等或接近;转子的工作圆柱面上,轴向对称的锤头总重量应相互相等或接近,大误差不得过20 kg;沿轴向同排锤头的排列以中间重,向两端递减或交错配合重量。

轴线与下机械结合面的不平行度小于0.10毫米;② 轴承座安装基准面的横向(主轴线方向)与程度基准的不平行度允差为0.20毫米.纵向不平行度允差为0.02毫米。
锤头破碎机的转子体主要包含主轴、锤盘、锤头、锤轴等几部分,因此,以上从几方面介绍了锤头破碎机转子体修复的具体事项。
已有2882人成功参与
细节问题可微信交流:18336065555
 锤式碎石机
锤式碎石机 复合式碎石机
复合式碎石机 反击式碎石机
反击式碎石机 振动筛
振动筛